
Part Details | ANNULAR BALL BEARING
3110-00-198-2926 A cylindrical device in which the inner or outer ring turns upon a single or double row of hardened balls which roll easily between the two rings, thus minimizing friction. For items with faces specially ground for duplex mounting see BEARING, BALL, DUPLEX. Excludes BEARING, BALL, AIRFRAME.
Alternate Parts: 713477, SS77R4AX3025E, SS77R4AX3E, SS77R4AXR3E5, SS77R4AX3025E, SS77R4AX3E, SS77R4AXR3E5, 7127331, 712733-1, 111X00412X2004, MILSTD102, MIL-STD-102, SSRI1214ZZSD504RA3P25LG68, SSRI-1214ZZSD504RA3P25LG68, SS77R4AXR1ES, AMS1KDD, 3110-00-198-2926, 00-198-2926, 3110001982926, 001982926
| Supply Group (FSG) | NSN Assigned | NIIN | Item Name Code (INC) |
|---|---|---|---|
| 31 | JAN 01, 1963 | 00-198-2926 | 00014 ( BEARING, BALL, ANNULAR ) |
REFERENCE DRAWINGS & PICTURES
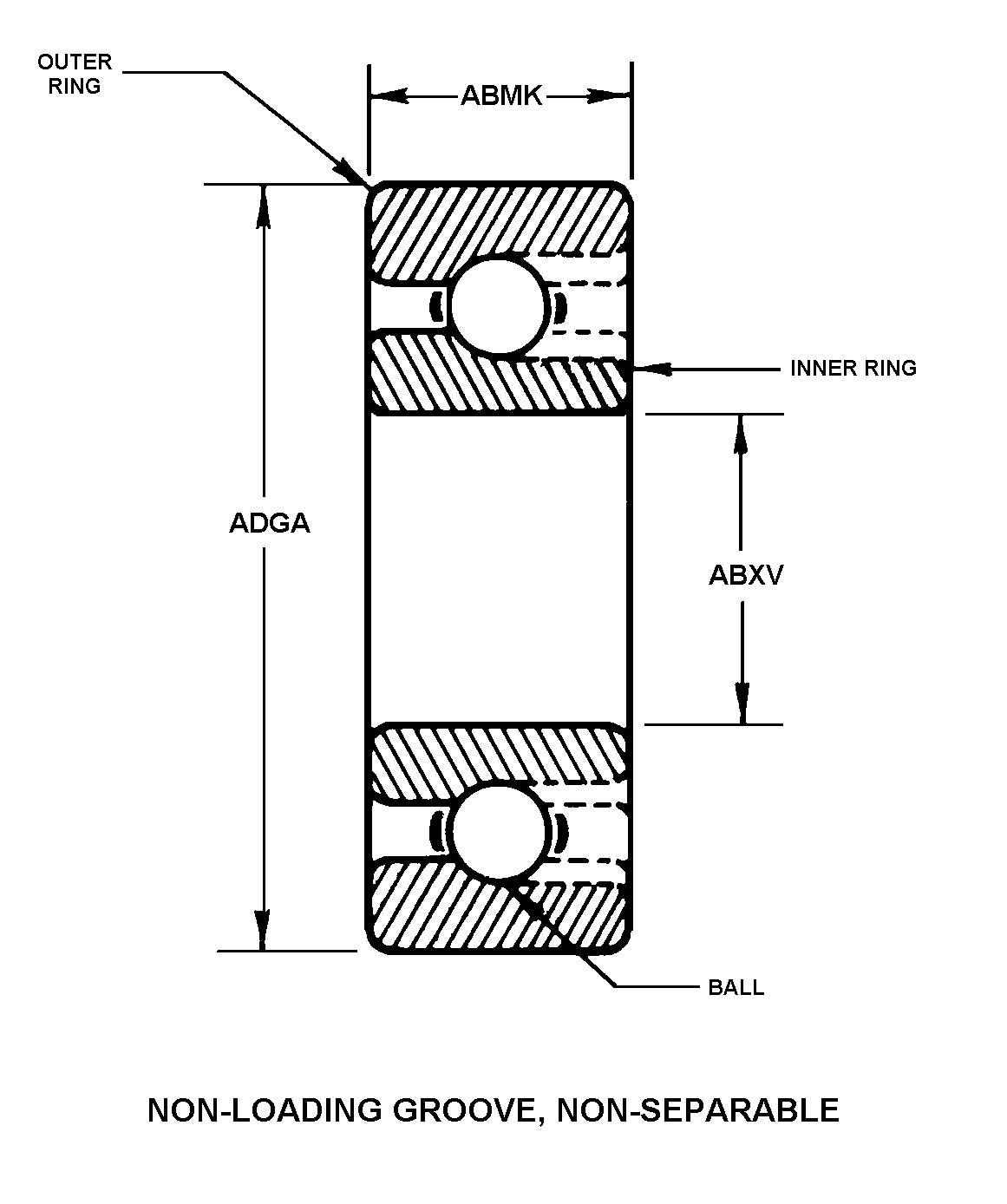
NON-LOADING GROOVE, NON-SEPARABLE
Cross Reference | NSN 3110-00-198-2926
| Part Number | Cage Code | Manufacturer |
|---|---|---|
| 713477 | 21450 | ARMY WEAPONS COMMANDATTN AMSWE-REE-S |
| SS77R4AX3025E | 24617 | GENERAL MOTORS CORP |
| SS77R4AX3E | 24617 | GENERAL MOTORS CORP |
| SS77R4AXR3E5 | 24617 | GENERAL MOTORS CORP |
| SS77R4AX3025E | 43334 | GENERAL MOTORS CORPDELCO MORAINE NDH DIV |
| SS77R4AX3E | 43334 | GENERAL MOTORS CORPDELCO MORAINE NDH DIV |
| SS77R4AXR3E5 | 43334 | GENERAL MOTORS CORPDELCO MORAINE NDH DIV |
| 712733-1 | 55972 | HONEYWELL INTL INCDEFENSE AVIONICS SYSTEMS |
| 111X00412X2004 | 96906 | MILITARY STANDARDSPROMULGATED BY MILITARY DEPARTMENTS |
| MIL-STD-102 | 96906 | MILITARY STANDARDSPROMULGATED BY MILITARY DEPARTMENTS |
| SSRI-1214ZZSD504RA3P25LG68 | 50294 | NEW HAMPSHIRE BALL BEARINGS, INC.DBA NHBB |
| SS77R4AXR1ES | 81868 | TELAIR US LLC |
| AMS1KDD | 21335 | TIMKEN COMPANY, THEDIV TIMKEN AEROSPACE |
Technical Data | NSN 3110-00-198-2926
| Characteristic | Specifications |
|---|---|
| STYLE DESIGNATOR | NON-LOADING GROOVE, NON-SEPARABLE |
| OVERALL WIDTH | 0.2812 INCHES NOMINAL |
| BORE DIAMETER | 0.2500 INCHES NOMINAL |
| OVERALL OUTSIDE DIAMETER | 0.7500 INCHES NOMINAL |
| LUBRICATION MATERIAL | GREASE |
| LUBRICATION MATERIAL DOCUMENT AND CLASSIFICATION | MIL-G-23827 MIL SPEC SINGLE MATERIAL RESPONSE |
| STANDARD TOLERANCE DESIGNATION | ABEC NO.3 |
| BORE SHAPE | STRAIGHT |
| SURFACE FINISH | GROUND |
| RETAINER FABRICATION METHOD | PRESSED |
| SHIELD QUANTITY | 2 |
| LOAD DIRECTION | RADIAL |
| INTERNAL FIT-UP DESIGNATION | STANDARD |
| SPECIAL FEATURES | PRESSED STAINLESS STEEL RETAINER HEAT TREAT PARTS PER MIL-H-6875;IMMEDIATELY AFTER QUENCHING, REFRIGERATE PARTS AT MINUS 120 TO MINUS 90 DEG F FOR 2 HOURS;FOLLOWED BY TEMPERING AT A MINIMUM TEMP OF PLUS 325 DEG F FOR 3 HOURS;REPEAT REFRIGERATION AND TEMPERING STEPS AT LEAST ONCE; FINAL HARDNESS SHOULD BE ROCKWELL C-58 MIN; FF-B-171 APPLIES EXCEPT FOR BEARING TYPE AND DIMENSIONS; ALL OTHER ATTRIBUTES OF THIS BEARING ARE I/A/W FF-B-171 QAP EQ003 APPLIES SOURCE INSPECTION REQUIRED |